 Material v
Material viscosity strongly effects standardized molding processes. It is also one of the most important factors in a molder’s arsenal of making process changes. This article will first explain viscosity, and then delve into different situations where viscosity may help or be hurting a processors goal of zero scrap and high output.
Viscosity: Definition
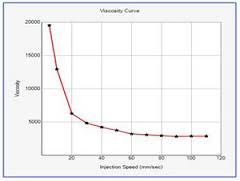
Viscosity as it relates to plastic injection is the measurement of how thick or thin a material flows. A good comparison would be the difference between molasses and water. If you were to pour water and molasses at the same time, water would flow much easier than the molasses. Molasses is thick, and flows slowly. Water is thinner, and flows much faster. Molasses would be considered to be high viscosity, and water would be low viscosity.
The same terminology applies in different plastic injection materials. Materials that are low viscosity flow thin and quick, while high viscosity materials flow thick and slower. For instance, nylon flows thinner and faster than styrene, thus nylon has a lower viscosity than styrene. Styrene falls in the middle of the material scale, and is considered to be the mean. As such, materials that are at a higher viscosity than styrene are recorded as positive. Materials that are a lower viscosity than styrene are recorded in MSDS data as negative values.
Viscosity vs. Temperature
Temperature plays an important role in adjusting viscosity. The general rules of thumb are this:
- Adding heat will lower the viscosity of a material, thus making the flow thinner and faster. It is important to note here that higher temperatures add to cycle time, and that there is a point when temperature becomes detrimental by producing more gas and causing degradation. Melt temperature should be measured to assure that barrel temperature are within the tolerances of the melt window provided by the machine manufacturer.
- Reducing heat thickens the flow and slows down the fill rate. Lower temperatures provide faster cycle times, but increase wear on plastics equipment if the temperature becomes too low. Again, it is important to measure melt temperature to verify that heats are within the melt window.
Viscosity vs. Fill Time
Viscosity has little effect on fill time. Thinner flow fronts flow easier, however injection speed is established through scientific procedure to be at the mean of slow to fast. The press controls the speed using valves, servos, etc. There is, however a change in the amount of energy used to satisfy what set points establish as the correct fill speed. Increased energy usage can sometimes result in higher production cost, and vice versa for energy decreases. There are situations where one or the other may become more beneficial based on higher production needs or value costing.
Need in-plant process training? Fill in the form below and we will be happy to assist you!
Viscosity vs. Peak Pressure
Viscosity also has a direct relationship to peak pressure. A thicker, cooler flow front will result in a higher peak pressure. A thinner, warmer flow front results in a lower peak pressure. Thus, adding heat lowers viscosity and peak pressure while reducing heat increases viscosity and peak pressure.
 Using Viscosity to Address Defects
Using Viscosity to Address Defects
This section will address several common molding defects and list methods of using viscosity changes to improve part quality. At no point does this article theorize that viscosity is the cure all for molding defects, but there are situations where adjusting viscosity can improve part functions and/ or appearance. Listed here are many of these situations, and methods of using viscosity to improve upon or eliminate the defect:
Sink: There are several different types of sink, but heat sink and sinks over ribs or deep contours in the mold design can have a direct relationship to viscosity.
- Heat sink- Heat sink occurs when mold or material temperature are too hot. Cycle time can also be a factor. In some instances, lowering barrel temperature can reduce or eliminate heat sink conditions.
- Sink over ribs/ details: Sinks over ribs can be related to two different situations:
- Material in the rib can still be too hot, leading to a sink over the rib. In this case, lowering viscosity may improve the condition by lowering heat in the rib area.
- Sink can also be caused by material flowing across the rib too slow, leading to an over pack condition that causes a pull sink as the part ejects. In this situation, increasing heat can promote thinner flow, flowing faster across the rib and packing it out less. As the part ejects, the rib being packed less allows for better removal of the part.
Flash: There are several situations where flash can be directly attributed to viscosity. For instance, hair line flash can be a sure sign that material is too viscous and a temperature reduction is needed to improve the condition. In some situations where a mold has parting line damage, reducing heat can actually improve flash that was a direct result of that damage.
Knit Lines: Knit lines occur when different flow fronts come together as plastic flows through the part cavities. In the case of mold details, knits will occur on the lee side of a detail. Picture a rock in a stream .. as the water rushes against it, the rock causes resistance. The water flows around the rock, knitting back together as the two flow fronts meet each other in the rear The faster the water flows, the longer it takes for the two flow streams to reassemble as one. The same applies when molding around a detail. Faster flow results in longer thinner knits. Slower flow results in thicker and shorter knits. In terms of viscosity, higher heat equals faster flow and lower heat equals slower flow. If packing around a detail is causing cracks/ shorts/ burns on the knit line, reduce the heat to improve knit line seal and strength.
As noted above, there are many situations where viscosity can be used as a tool to correct poor molding conditions. When standardizing process, start off with lower level viscosity as determined by melt temperature, and then make adjustments using higher temperatures when viscosity appears to be directly related to molding issues. This assures that cycle times are optimal, thus leading to higher efficiency. Low scrap and high efficiency will lead to higher returns off of your molded products.
Want more information?
OR, contact me at:
email: garrett@plastic411.com
Phone: 404-793-9834
